Overall Equipment Effectiveness (OEE) is a set of criteria used to measure production productivity. In basic words, OEE is a term used to measure how well a manufacturing plant is being used. We can therefore conclude that OEE is used in manufacturing to enable factory managers or plant operators to recognise issues in their processes, to identify the percentage of production time affected, to provide a solution and to provide a standard gauge for tracking progress. It goes without saying that the key goal of OEE is continual enhancement.
Measuring production productivity with OEE
From the above summary of what OEE is, we can correctly and clearly conclude that it is a strong measure. This is for the simple reason that OEE is able to deliver meaningful data in one single number. More than one-way, OEE is used to calculate production productivity (i.e. by availability, performance and quality) and it is up to the manufacturing manager to evaluate it properly and use the data to substantially increase their production. More frequently than not, OEE is used as a benchmark to compare a variety of factors, such as the efficiency of in-house machinery.
Some of the default OEE benchmarks contain the following:
- 100% OEE: This score is known to be the optimal performance in the sense that a manufacturing organization produces only quality parts, as fast as possible and without any downtime.
- 85% OEE: This score reflects a world-class score for distinct manufacturers, and many manufacturers are aiming to obtain this score as their long-term target.
- 60% OEE: This is a standard pass mark score for most manufacturers, and it just shows that there is space for growth.
- 40% OEE: This is considered to be a low score for most manufacturers, but it’s a regular score for most manufacturers when they start measuring and enhancing performance. This score can quickly be turned around by following simple steps such as the implementation of OEE or the use of the Objective MES.
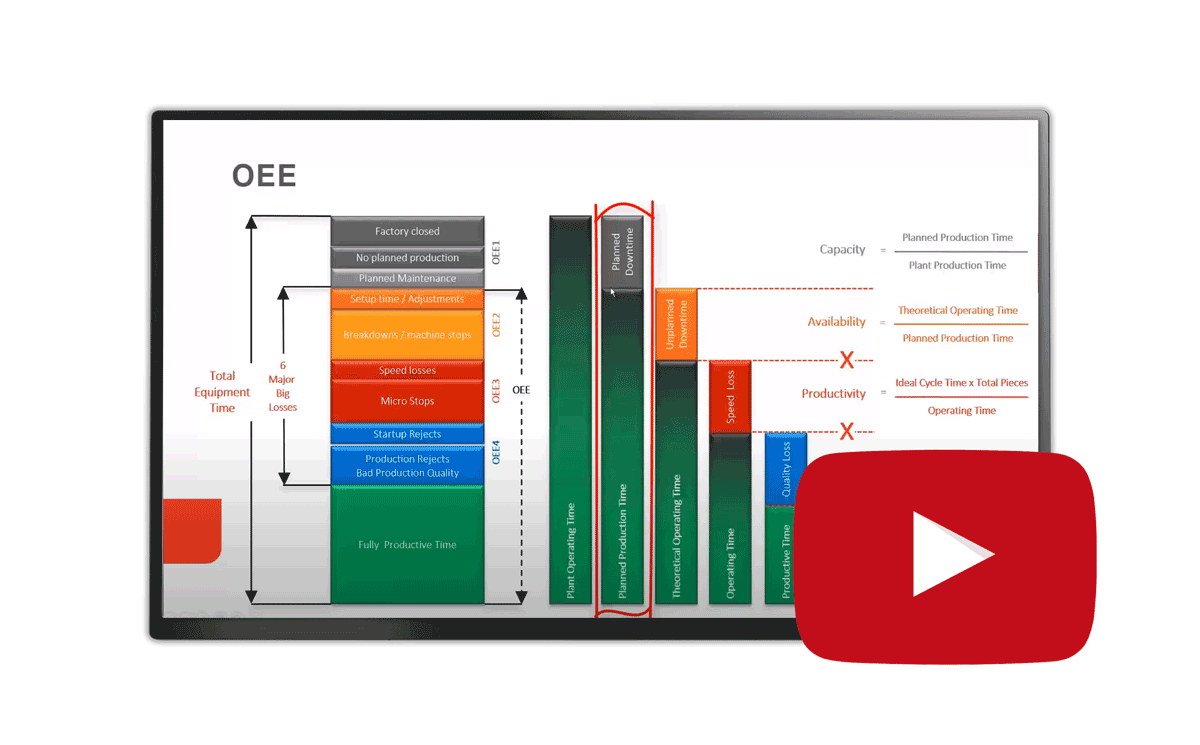
Video: 3 critical measures impacting your OEE productivity
While absolute numbers can be significant, the most important thing is that there is a positive evolution and pattern and that you can see a change in the number due to the actions taken. Overall Equipment Effectiveness is probably the best tool for production managers and for improving the performance of employees working on the plant floor.
Calculating your OEE numbers
Perhaps the first stop before we get to calculate the overall effectiveness of the equipment is to distinguish, first and foremost, the difference between effectiveness and efficiency.
In general, the relationship between what is technically possible to produce and the actual products produced at the end of the production period is called the effectiveness. For example, if you have equipment that can technically produce 100 products per hour and actually only produces 80, then we can say that your equipment is 80% effective. Simple, isn’t it?
However, this calculation does not take into account many aspects of the production cycle, including the number of operators, energy and materials required for the machine to be 80% effective. Thus, the above calculation does not tell us how efficient the machine is. For example, let’s say that the machine operates 60% effective when operated by one employee, but the same machine operates 75% effective when operated by two employees. Well, we can say that the machine is now running at 75% effectiveness, but the labor efficiency has decreased by 50%.
There are a variety of ways to measure the OEE. However, here, we will only look at two major ones:
This is potentially the easiest way to measure OEE and is calculated by the ratio of completely productive time to planned production time.
OEE = (Good Count x Ideal Cycle Time)/Planned Production Time
- Good count: This reflects the parts produced that have met the quality-control requirements.
- Ideal Cycle Time: This implies the time a piece of equipment needs to produce one component.
- Planned production time: This reflects the cumulative time that a piece of machinery or system is expected to produce.
It is a widely used formula that has been accomplished by taking into account three OEE variables (availability, performance, and quality).
OEE = Availability x Performance x Quality
- Availability: It is a term used to describe planned and unplanned stoppage time. A perfect score for availability describes an operation that is constantly running during planned production time.
- Quality: This concept is used to define the parts produced that conform with quality management requirements.
- Performance: This term reflects the cumulative number of periods of slowdowns or short stops in production.
The term may have been coined because of its all-inclusive existence in the calculation of the OEE. This basically ensures that not only do you get a reliable OEE score on how good you’re performing, but you also get precise ratings on the three factors, helping you to know the specific causes of your losses.
Availability
Let’s take a look at the preferred measure in practice. A typical shift in a certain manufacturing plant takes 480 minutes. The machine operators are taking breaks for a total of 60 minutes. They also make 2 shift switches for a total of 60 minutes of machine downtime resulting in a total of 180 minutes of lost time. We will then measure the availability by subtracting 180 minutes from a total of 480 minutes, i.e. 300 minutes or 62,5% availability.
Performance
As concerning the performance part of the same manufacturing plant, let’s assume that the plant produces 60 products per minute. From the availability minutes (300 minutes) above, the plant is capable of manufacturing 18,000 goods. Let’s assume that the machines do not run at a 100 percent capacity, instead they run slower at 1.5 seconds of cycle time, thus slowing the maximum speed by two-thirds. As a result, actual performance is significantly reduced to 12,000 products or 66.7% performance.
Quality
Now let’s look at how to measure the quality aspect of this manufacturing facility. Of the 12,000 units produced, 3,000 do not meet quality management requirements, making the quality rate of the units produced to be 75%, i.e. (12,000 – 3,000 defects)/12,000*100 = 75% quality.
From the above data, we can now calculate the OEE by multiplying the metrics of Availability x Performance x Quality = OEE
OEE = 62.5% * 66.7% * 75% = 31.25%.
This means the plant has the capacity to produce 28,800 units but it is only producing 9,000.
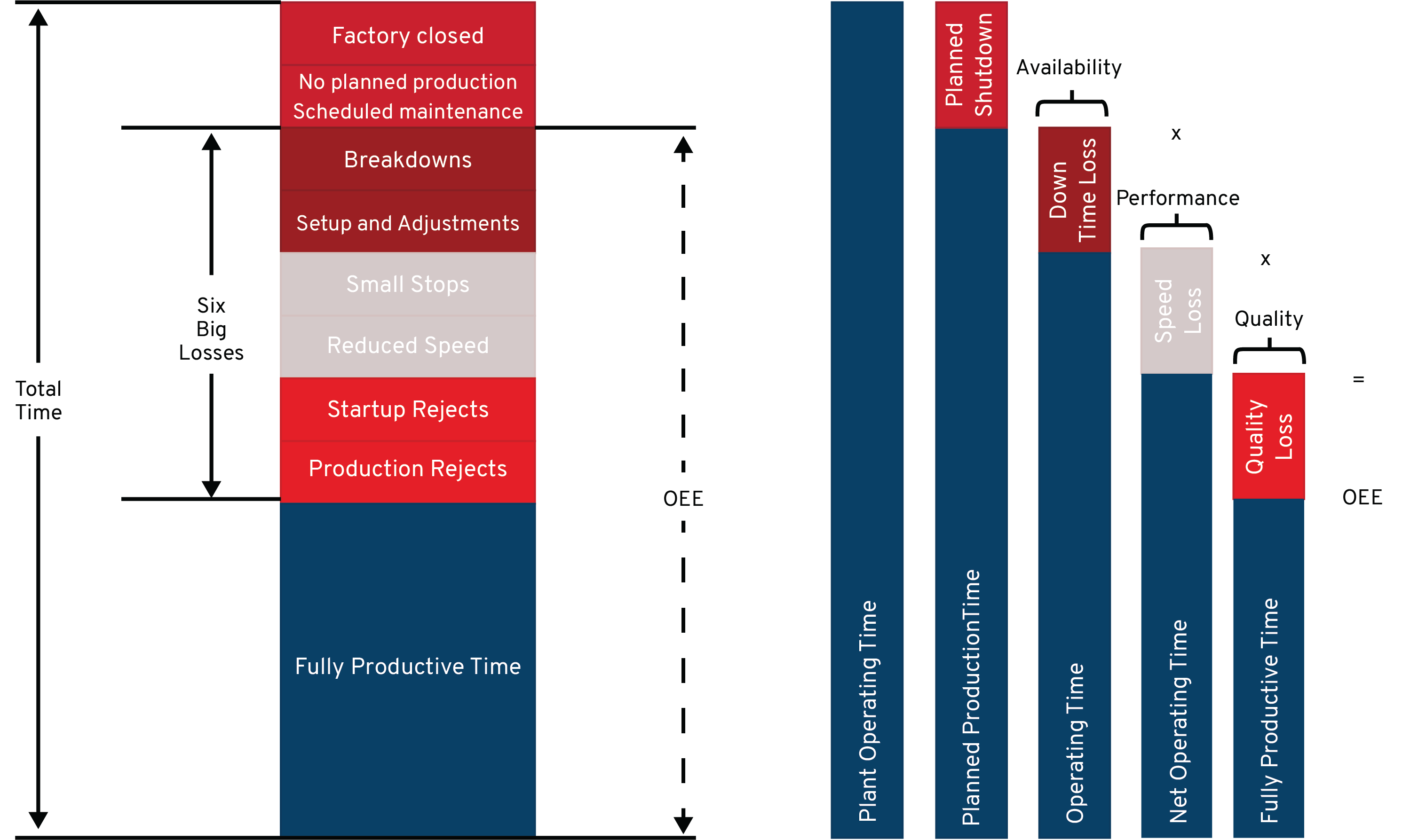
The 6 big losses linked with OEE
As stated earlier, the purpose of implementing the Overall Equipment Effectiveness (OEE) program is to remove or minimize the most common causes of machine-related productivity losses. They’re famously known as the six big losses. However, these losses are grouped into three major categories of OEE: availability, performance and quality.
1. Losses due breakdowns
These are losses due to equipment not functioning when it is scheduled for production, resulting in unplanned downtime. Any typical examples of equipment failure include: machine failure, tool failure, and unplanned maintenance stop.
2. Losses related to set-up and adjustments
This include losses due to manufacturing downtime due to changeovers, machine and tooling modifications, scheduled repairs, inspections, and set-up.
3. Losses due to idling and small stops
Commonly referred to as brief stops because it is where the system stops for a limited time. Idling and small stops are experienced due to jams, flow obstructions, improper configurations or cleaning. As you can see, these minor problems can usually be resolved by the operator.
4. Loss due to reduced speed
There are losses incurred when the system does not operate at the fastest speed usually referred to as the ideal cycle time (the fastest possible time). Reduced speed is often referred to as slow cycles. Any of the common causes of reduced speed are poor environmental conditions, worn-out or poorly operated machinery and poor lubrication procedures.
5. Production rejects
These are losses caused by the production of any defective part produced during stable production. These parts can be scrapped as well as parts that need to be reworked. Production rejects arise as a result of incorrect machine settings, operator or equipment errors.
6. Start-up rejects
They are more or less the same as production rejects only that they are produced from start-up until stable production is achieved. They also have scrapped parts and parts requiring rework. Like production rejects, start-up rejects are due to changeovers, incorrect settings, and machine warm-ups.
How your production can benefit from OEE
Adopting and introducing OEE will prove to be the difference between a great manufacturing plant and a good one. It is the perfect tool for production managers to meet their production goals. Here are some impressive benefits you’ll get from implementing OEE.
- Return on investment (ROI) for equipment. We all know that businesses invest a lot of money on the purchase of equipment. So, why don’t you maximize your return on this investment? The best way to achieve this is to use an OEE approach that can quickly help you produce 15% more units with the same equipment and the same amount of time.
- Increase your competitiveness. The goal of producers is always to minimize losses during production, thereby achieving maximum competitiveness. Implementing OEE can help you get real-time data on bottlenecks or production deficiencies, giving you an opportunity to take immediate action.
- Reduced cost of machinery. One of the fundamental benefits of using OEE is the ability to produce the accurate performance of the equipment so that you know when it works efficiently. Another great benefit of using OEE is the warnings it offers you about potential machine breakdowns and repairs. This helps you to fix the problem before it gets out of hand, minimizing maintenance costs and downtime.
- Maximize productivity of the workers. OEE offers crucial insight about when you face downtime, brings you productivity data, and points out long changeovers or set-up times. You can use this knowledge to assign personnel accordingly, determine where excess capacity is happening, and help you decide if you need more workers.
- Visualize performance quickly. Essentially, OEE is all about visibility. It’s all about visualizing the manufacturing process from start to finish, helping you to picture production problems instead of depending on your best guess. While doing so, you can quickly see what’s working on and where a different approach is needed.
Manage your overall equipment effectiveness with MES and WMS
Technically speaking, the manufacturing execution system (MES) is a system whose primary function is to link and track machinery and work centers on the factory floor. The purpose of MES is primarily to increase production efficiency and ensure the successful execution of manufacturing activities.
It can be argued that MES is one of the foundations of an integrated, interconnected Manufacturing Operations Management (MOM) environment. In the simplest words, the Manufacturing Execution System (MES) can be used as an automated control system configured to handle and monitor all work-in-process (WIP) processes on the factory floor.
Objective is specialized in advanced MES and WMS software and services for optimizing manufacturing and logistics activities. Our software solution serves as a management and operator interface between state-of-the-art ERP systems and a wide range of production machines. This gate-to-gate approach places our customers in a position to accomplish their aim of mastering production and system accountability, enhancing operational efficiency, providing meaningful data and growing corporate profitability.
Objective MES is an integrated solution with a single platform integrating MES (Manufacturing Execution System) and WMS (Warehouse Management System) to address complex processes and discrete production logistics.
- Dynamic performance that generates significant ROI value – more OEE, less inventory lost, less logistic movements and inventory counting, and more.
- Solves ‘Track and Trace’ quality management challenges with integrated MES/WMS.
- Helps to comply with legal requirements and to eliminate audit problems.
- Easy to integrate with your ERP and PLC/SCADA/IIOT systems.
- One standardized configuration for multi-site operation and 24/7 system support.
In the recent past, OEE has been used to provide a glimpse of how good the production process is doing. Although this is one of its key goals, the real benefit of introducing OEE can only be seen by the usage of these metrics to improve; as what is measured is achieved. Improving OEE is one of the continuous improvement measures that have an effect on the bottom line of businesses. The value of OEE can be easily seen in less downtime of the machines, better quality and more products going outside the door, which is equivalent to more profitability. So why not consider what Objective MES and WMS can do to help you increase your OEE efficiency today?