Implementing a Manufacturing Execution System on the production floor holds many benefits but also an even amount of challenges. Most companies are fully aware of the benefits of connecting the shop floor with the top floor, improving data collection, decision-making, product traceability, overall equipment effectiveness, quality, real-time visibility and the true impact these changes have on the company’s net earnings.
The biggest challenge is where to start and how to approach such a project while avoiding spending a lot of money, the risk of a production standstill or non-acceptance by the workforce.
Implementing Manufacturing Operation Management software is not just installing a tool, it requires lean manufacturing processes and therefore a very well guided change management on the floor. A careful transition is needed to move from various manual and paper processes towards Smart Manufacturing, while avoiding a meltdown of the production capacity or disruption in the day to day operations.
Beenen Industrial Automation
During the AgriFoodTech fair, Objective and our partner Beenen presented how to avoid the pitfalls yet create quick wins in a controlled way. Objective International delivers a complete and highly scalable MOM software solution for focused industries enabling our customers to analyze, optimize and manage their production, logistics and human operations, while connecting the business systems and process controls.
Beenen Industrial Automation, is an established System integrator with years of experience in delivering the control systems and integration of PLC, Scada and other machines, and an extensive knowledge of implementing MES.
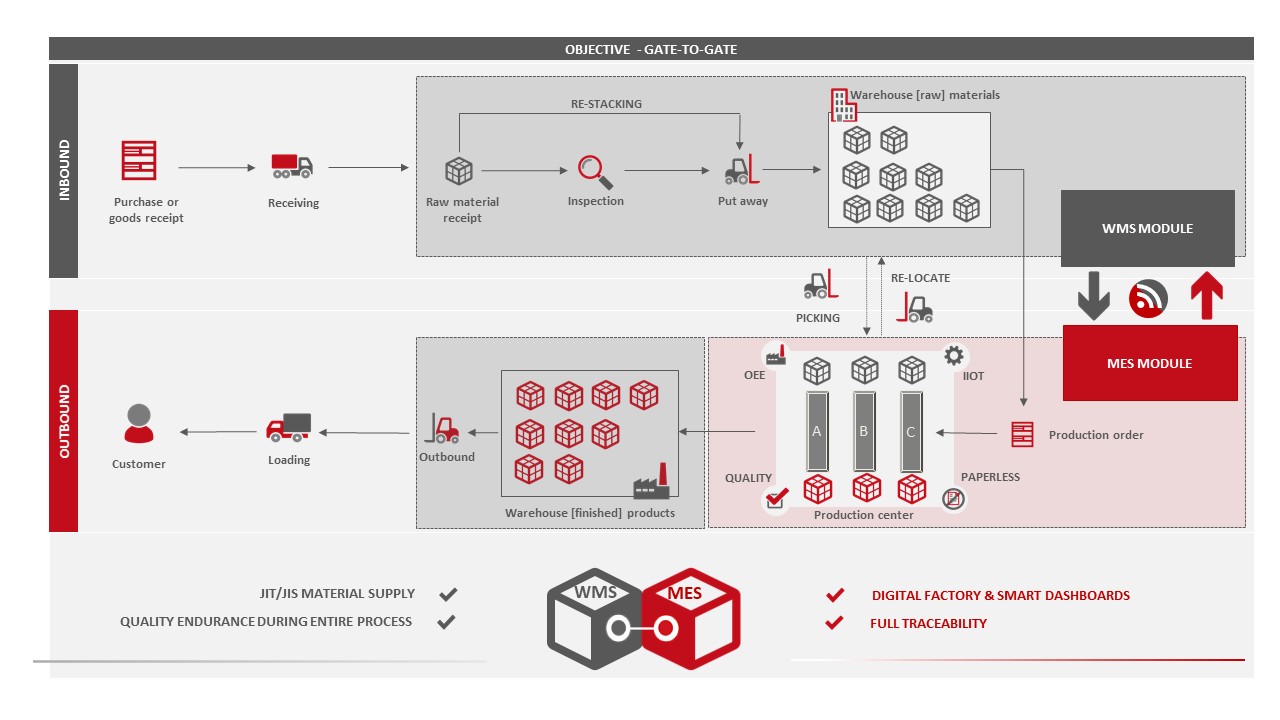
Gate to Gate Traceability
The Objective software solutions streamline your production processes and logistics from receipt of the raw materials to the delivery of your finished goods, gate-to-gate, in real-time.
Implementing a complete solution at once has shown to be a challenge and a long journey for any company. We have experienced that our customers accomplish great results by taking a lean and agile approach: start small and expand, embed the software and a new way of working in a controlled manner.
Planned, Scalable Approach
The Objective solution is very scalable which enables our customer to take this lean approach, as we demonstrated by a live customer case, showing how manufacturing companies in the Food Industry can approach an implementation following the ISA 95 Framework and pave a successful path towards Smart Manufacturing.
The initial scope within this case was to implement Overall Equipment Effectiveness; the measure of how well a manufacturing operation is utilized compared to its full potential, during the periods when it is scheduled to run. It identifies the percentage of manufacturing time that is truly productive.
By starting with OEE on the production line, it is not necessary to prepare and setup all data in the MES solution, and you limit the impact of change management, changing working procedures and process flows. The effect of this live customer case proved to be highly beneficial within a few days!
As a Result
At this customer, a large food producer, the implementation started with OEE on the conveyor belts by capturing the order start, stop and measure any standstills during production and register the reason of the interrupt. From the start of the project the operators were involved and after go-live they continued to have stand up meetings with the operators for a smooth transition.
Within the first week of operation, analysis showed that one of the conveyor belts, which constantly had issues with barrels falling of the belt and was scheduled to be replaced, the belt itself wasn’t the actual reason for the interrupts. By simply putting a guiding rail on the belt the issues were resolved and they gained a production improvement on that production line of 12 minutes a day representing 3 production days a year.
After OEE had been implemented, the next steps were applied in the following sequence:
- Integration with ERP for the production orders
- Line configuration at Order Start
- Production logistics
- AGV integration
- Packaging and labelling
- Order pick
These planned steps provided a very smooth and controlled transition to Smart Manufacturing.
To learn even more about how Objective can solve your challenges, improve your OEE, and help you reach your goals, contact us to speak with a product expert.
- Gert Van Hoppe
- Sr. Business Development Manager
- 10/03/2020
